
ТФДјЪНЭЦЭСЛњ“ПаЙь”ЮЪЬтЪЧгАЯьВњЦЗжЪСПЕФФбЬтЃЌТФДјЪНЭЦЭСЛњ“ПаЙь”двђжївЊМЏжадкЬЈГЕМмКИНгМАМгЙЄГЌВюКЭ“ЫФТж”ЃЈЧ§ЖЏТжЁЂв§ЕМТжЁЂжЇжиТжЁЂЭаСДТжЃЉзАХфГЌВюЗНУцЁЃ
1.ЬЈГЕМмКИНгКЭМгЙЄГЌВю
ЃЈ1ЃЉГЌВюВњЩњЕФдвђ
ЬЈГЕМмЪЧТФДјЪНЭЦЭСЛњаазпзАжУЕФКЫаФВПМўЃЌ“ЫФТж”КЭеЧНєЛКГхзАжУОљАВзАгкЦфЩЯЃЌШчЭМ1ЫљЪОЁЃЬЈГЕМмЕФКИНгКЭМгЙЄГіЯжНЯДѓЮѓВюЃЌОЭЛсдьГЩЬЈГЕМмИеадВЛзуЃЌЧПЖШБфВюЃЌЕМжТЭЦЭСЛњЙЄзїЪБЬЈГЕМмБфаЮЁЃЬЈГЕМмБфаЮКѓЃЌ“ЫФТж”гыСДЙьжЎМфЕФЯрЖдЮЛжУВњЩњБфЛЏЃЌБуЛсЕМжТ“ПаЙь”ЁЃОМьВтЃЌЬЈГЕМмЕФМгЙЄОЋЖШЃЌНі80%ЗћКЯЩшМЦвЊЧѓЃЌвђДЫБиаыМѕЩйЬЈГЕМмКИНгКЭМгЙЄЮѓВюЁЃОпЬхНтОіЗНАИШчЯТЫљЪіЁЃ
ЃЈ2ЃЉНтОіЗНАИ
ЪЙгУЦДКИЙЄзА вдЧАКИНгФГаЉЛњаЭЭЦЭСЛњЬЈГЕМмЪБЃЌгЩгкУЛгаЪЙгУЦДКИЙЄзАЃЌЫљвдЬЈГЕМмКИНгБфаЮЙ§ДѓЁЃЪЙгУЦДКИЙЄзАКИНгЬЈГЕМмЃЌВЛНіПЩБЃжЄЬЈГЕМмЕЏЛЩЯфЧАЖЫУцгыЬЈГЕМмПђМмЯТЦНУцЕФДЙжБЖШЃЌЛЙПЩБЃжЄПђМмЯТЦНУцжааФЯпгыЕЏЛЩЯфжаЯпЕФЦНааЖШвдМАЦфЫћаЮЮЛЙЋВюЃЌвђДЫПЩНЋЬЈГЕМмКИНгБфаЮПижЦдкММЪѕвЊЧѓЗЖЮЇФкЁЃ
КИКѓЪБаЇДІРэ
ЬЈГЕМмКИКѓаыНјааГфЗжЕФЪБаЇДІРэЃЌвдЯћГ§ВагргІСІЃЌМѕаЁКИНгв§Ц№ЕФБфаЮЁЃЪБаЇДІРэжївЊгавдЯТ2жжЗНЗЈЃКвЛЪЧздШЛЪБаЇДІРэЃЌМДЬЈГЕМмКИКѓБиаыБЃжЄжСЩй1ИідТКѓЃЌдйНјааЛњМгЙЄЁЃЖўЪЧШЫЙЄЪБаЇДІРэЃЌМДВЩгУХчЭшЛђепеёЖЏЩшБИЖдЬЈГЕМмНјааЪБаЇДІРэЁЃДЫЭтЖЌМОКИЭъЕФЬЈГЕМмЃЌЦфЮТЖШЯТНЕБШНЯПьЃЌаыНјааБЃЮТДІРэЃЌвдЗРжЙКИЗьПЊСбЁЃ
ИФНјЯГЯїЙЄве
ЬЈГЕМмПђМмЯТЦНУцЁЂЩЯЦНУцОљЭЈЙ§СњУХЯГДВМгЙЄЭъГЩЁЃвдЧАПђМмЩЯЦНУцгыЯТЦНУцжЛЯГЯї1ДЮЃЌЧвзАПЈЗНЗЈВЛЙцЗЖЃЌгЩДЫдьГЩПђМмЩЯЦНУцгыЯТЦНУцЕФЦНааЖШГЌВюЁЃЮЊДЫЃЌЮвУЧИФНјЯГЯїЙЄвеЃЌМДдкДжЯГВЂНјааЪБаЇДІРэКѓЃЌдйНјаа1ДЮОЋЯГЁЃЭЌЪБЪЙгУзЈгУПЈОпЃЌвдБЃжЄЯГЯїОЋЖШЁЃ
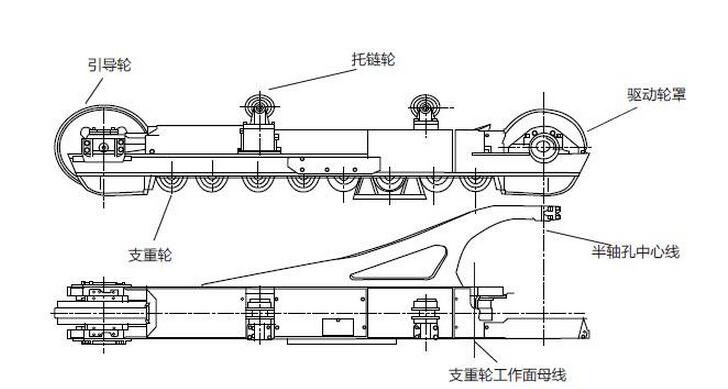
вдЧАЬЈГЕМмзѓЁЂгвМѕФЅАхгыПђМмжааФЯпЕФЦНааЖШКЭЖдГЦЖШОљЮоЙЄвевЊЧѓЃЌЦфВњЩњЕФЮѓВюЛсбЯжигАЯьв§ЕМТжЕФзАХфКЭЕїећЁЃвђДЫВЛНівЊдіМгЖдзѓЁЂгвМѕФЅАхЦНааЖШЁЂЖдГЦЖШКЭЯГЯїОЋЖШЕФвЊЧѓЃЌЛЙвЊдіМгЖдЛЎЯпЦНЬЈЕФМьаоЦЕДЮЃЌвдБЃжЄЛЎЯпОЋЖШЁЃ
ИФНјялЯїЙЄве
ЬЈГЕМмАыжсПзжсЯпгыПђМмжааФДЙжБЖШвРППЫЋУцялДВЕФОЋЖШРДБЃжЄЁЃЮЊДяЕНОЋЖШвЊЧѓЃЌвдЧАНіППЬЈГЕМмЩЯЕФЙЄвеДюзгЃЈЭЙПщЃЉЖЈЮЛЁЃЪЕМљжЄУїЃЌИУжжЖЈЮЛЗНЗЈВЛПЩППЃЌашвЊЩшМЦзЈгУЖЅНєЙЄзАЃЌМДдкОЋялЪБВЛНівРППЙЄвеДюзгЃЌЛЙгІВЩгУЖЅНєЙЄзАНЋЬЈГЕМмЖЅНєЃЌвдШЗБЃЖЈЮЛПЩППЁЃ
ЭЌбљЃЌЬЈГЕМмЩЯСНХХжЇжиТжАВзАПзжааФЯпгыАыжсПзЕФДЙжБЖШвРППзъФЃРДБЃжЄЁЃДЫЪБНіППЙЄвеДюзгЖЈЮЛЖјУЛгагУЖЅНєЙЄзАНјааЖдУцЖЅНєЃЌШнвзВњЩњЦЋВюЁЃвђДЫдкзъФЃЕФЙЄвеДюзгЖЈЮЛАхЖдУцдіМгСЫЖЅНєЙЄзАЃЌвдБЃжЄЖЈЮЛПЩППЁЃ
2.“ЫФТж”зАХфГЌВю
ЃЈ1ЃЉЧ§ЖЏТжГЌВю
Ч§ЖЏТжТжьБКЭГнШІТжьБбЙзАКѓЕФЖЫУцОрвВвЛжБЪЧМгЧППижЦЕФФкШнЃЌвдЧАвђЙЄвеЁЂЩшБИЁЂВФСЯЕШдвђКмФбБЃжЄИУМгЙЄГпДчЕФЮШЖЈадЁЃЮЊДЫЃЌЮвУЧЩшМЦСЫбЙзАЙЄзАЃЌЖдЧ§ЖЏТжТжьБКЭГнШІТжьБНјаадЄбЙзАЃЌвдБЃжЄЖЫУцОрГпДчЗћКЯбЙзАЙЄвевЊЧѓЁЃ
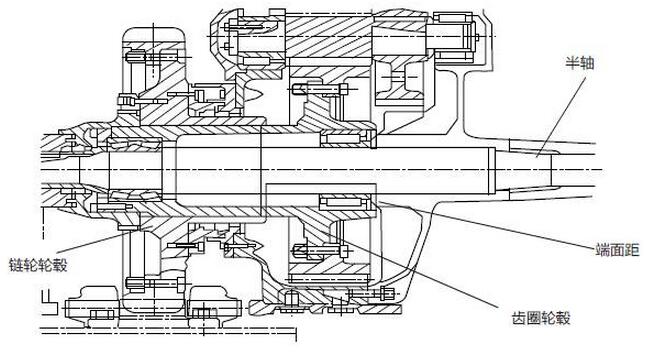
Ч§ЖЏТжТжьБКЭГнШІТжьБзщзАЭМ
ЃЈ2ЃЉв§ЕМТжГЌВю
в§ЕМТжзАХфЪБЃЌЦфжЇзљгыЬЈГЕМмжЎМфШнвзВњЩњМфЯЖЙ§аЁЮЪЬтЃЌетгыЬЈГЕМмМѕФЅАхЦНУцЖШгаЙиЁЃв§ЕМТжзѓЁЂгвЕїећЪБЃЌЦеБщДцдкЮЛжУГЌВюЮЪЬтЃЌгШЦфЪЧв§ЕМТжВЛОгжаЮЪЬтНЯЮЊЦеБщЁЃЮЊДЫЃЌЮвУЧИФНјСЫ4ИіЙЄвеДюзгЕФЮЛжУКЭДѓаЁЃЌЮЊЕїећЬсЙЉЛљзМЁЃДЫЭтЃЌЛЙШЗЖЈСЫЕїећЗНЗЈКЭБъзМЃЌзАХфЪБбЯИёАДБъзМНјааЕїећЁЃ
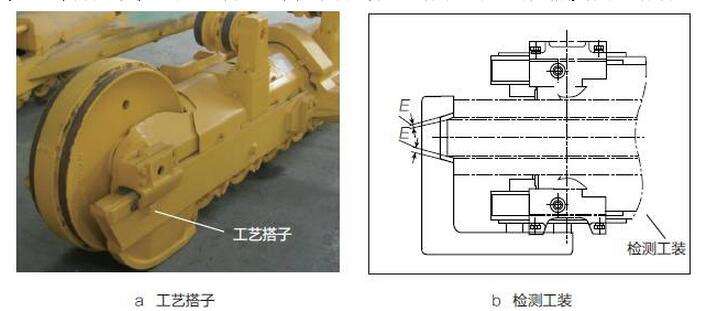
в§ЕМТжзАХфЪБЫљгУЙЄвеДюзгКЭМьВтЙЄзА
дкМьВтв§ЕМТжжааФЪЧЗёгыЬЈГЕМмжааФжиКЯЪБЃЌгУДЫЙЄзАЬљНєЯрСкЕФ2ДІЙЄвеДюзгЃЌЭЌЪБНЋЦфЧАЖЫППНєв§ЕМТжЙьУцЃЌВтСПв§ЕМТжзѓЁЂгвВрУцМфЯЖEжЕЁЃШєEжЕВЛвЛжТЃЌПЩЭЈЙ§ЕцЦЌНјааЕїећЃЌвдБЃжЄв§ЕМТжжааФгыЬЈГЕМмжааФЦЋВюЗћКЯвЊЧѓЁЃ
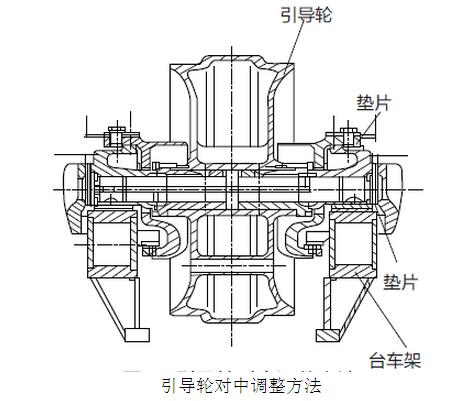
в§ЕМТжЖджаЕїећЗНЗЈ
ЃЈ3ЃЉжЇжиТжГЌВю
жЇжиТжММЪѕвЊЧѓАќРЈЦфЙЄзїУцФИЯпгыТжжсЕФЦНааЖШЁЂЙЄзїУцФИЯпгыжЇжиТжжсАВзАЦНУцЕФЦНааЖШЁЂжсЯђДЎЖЏСПЁЂОЖЯђЬјЖЏСПЁЂжЇжиТжЦНМќбЙНєКѓИпГіАВзАУцЕФИпЖШЕШЯюФПЁЃМьВтЪБЗЂЯжжЇжиТжЙЄзїУцФИЯпгыАыжсПзжааФЯпВЛЦНааЁЃДЫЮЪЬтЛсв§Ц№жЇжиТжАыЬхЭтОЖГЌВюЃЌдьГЩзѓЁЂгвНгДЅУцЪмСІВЛдШЃЌЕМжТТФДјАхВрЛЌЃЌвђДЫгІМгЧПжЇжиТжАыЬхЭтОЖГпДчЕФМьВтЃЌБивЊЪБЬсИпМгЙЄОЋЖШЁЃ
ЃЈ4ЃЉЭаСДТжГЌВю
гЩЧАЁЂКѓЭаСДТжЕФАВзАЮЛжУПЩжЊЃЌЧАЭаСДТжгыЬЈГЕМмгУжЇМмСЌНгЃЌЖјКѓЭаСДТжжБНгАВзАдкЬЈГЕМмЩЯЁЃПМТЧЕНМгЙЄЮѓВюЃЌЧАЭаСДТжжааФгыЬЈГЕМмжааФЕФЦЋВюЛсНЯДѓЃЌЙЪжївЊЖдЧАЭаСДТжНјааМьВтКЭЕїећЁЃ
ЭЦЭСЛњЬЈГЕ
вдЧАЃЌЭаСДТжжсЯђЕїећЪБУЛгаНЯзМШЗЕФМьВтЛљзМЃЌНіППаЁЕФЙЄвеДюзгНјааЖЈЮЛЃЌЖЈЮЛаЇЙћВЛРэЯыЁЃЫљвдашВЩШЁМгДѓЙЄвеДюзгЕФЗНЗЈдіМгНгДЅУцЛ§ЃЌЮЊЭаСДТжЕФЖЈЮЛЬсЙЉИќзМШЗЕФЛљзМЁЃЭаСДТжМьВтЁЂзАХфЪБВЩгУгыв§ЕМТжМьВтЁЂзАХфЯрЭЌЕФЗНЗЈЃЌвдЙЄвеДюзгзїЛљзМЃЌгУЙЄзАНјааМьВтКѓЖдЦфМгвдЕїећЁЃ
гЩгк“ЫФТж”змГЩЪЧЭтаМўЃЌЫљвдЮвУЧЯђЭтаГЇМвЬсГіИќбЯИёЕФжЪСППижЦБъзМКЭММЪѕвЊЧѓЃЌЖдИїВПМўЙиМќГпДчКЭВФжЪНјаабЯИёМьВтЃЌВЂвЊЧѓЦфдкЩњВњКЭзщзАЙ§ГЬжаЃЌАДЮвЗНЬсЙЉПижЦБъзМКЭММЪѕвЊЧѓНјаажЪСППижЦЁЃ
ТФДјЪНЭЦЭСЛњ“ПаЙь”ЪЧвЛИізлКЯадЕФжЪСПЮЪЬтЁЃЩЯЪіМИЕужЛЪЧДгМгЙЄЙЄвеКЭзАХфЗНЗЈЩЯЃЌЖдЭЦЭСЛњ“ПаЙь”ЯжЯѓНјааЗжЮіВЂЬсГіИФНјДыЪЉЁЃвЊГЙЕзЯћГ§“ПаЙь”ЮЪЬтЃЌЛЙвЊДгЩшМЦЁЂЙЄвеЁЂМгЙЄЁЂзАХфЁЂЮяСїЁЂжЪМьЕШЗНУцзлКЯПМТЧЃЌвдЦкЕУЕНГЙЕзНтОіЁЃ
